Plastic raw materials are shaped or formed in several different ways, including injection molding, extrusion, vacuum forming, compression molding, etc. Proper preparation of raw materials is a critical step in the forming process, regardless of which method is used. In particular, the moisture content of the plastic raw material must be very low and comply with the manufacturer's published specification. Processing raw materials with excess moisture can result in cosmetic defects, such as splaying or streaking, and cause poor performance in terms of strength in the finished product.
To further complicate this process, most plastics are hydroscopic, meaning that they have an affinity for absorbing atmospheric moisture. In order to ensure that the raw materials are suitable for forming, they are typically dried according to the manufacturer's specification and, additionally, checked using a thermogravimetric moisture analyzer prior to processing.
The MB120 moisture analyzer from OHAUS is well-equipped to handle a wide range of samples, but can it be used to accurately measure the moisture content of plastic materials? The answer is that it depends.
Firstly, it is not enough to generalize 'plastics', as different types of plastic resin have a different tolerance for maximum moisture for processing. Let's take a look at some types of plastics and their specifications regarding moisture:
| Material |
Acronym |
Max %MC |
| Polyethylene terephthalate |
PET |
0.02% |
| Polyvinyl Chloride |
PVC |
0.2% |
| Polycarbonate |
PC |
0.02% |
| Acrylic |
PMMA |
0.1% |
| Nylon |
PA |
0.2% |
| Acrylonitrile Butadiene Styrene |
ABS |
0.2% |
| Polypropylene |
PP |
0.2% |
| Acetal, Polyoxymethylene |
POM |
0.2% |
| Polybutylene Terephthalate |
PBT |
0.04% |
Can these values be 'accurately measured' using an MB120? To answer this question we first have to draw a distinction between
readability and
accuracy. All measuring systems are subject to some degree of measurement uncertainty, meaning that although a device displays values in a certain increment (readability) it is not guaranteed that the measurement is 'accurate' (accuracy being the difference between the measured value and 'true' value) to within one display increment. An MB120 has a readability of 1mg; however, it is possible under certain conditions that the difference between the measured value and the 'true' value is off by a few milligrams. Let's see how this could affect the measured values with regards to plastic.
Example 1:
If 25g of sample 1 is measured using 1mg increments, and there is 0.2% moisture content within the sample, then that means that 50mg of weight loss will be seen during the measurement process.
Example 2:
If 25g of sample 2 is measured using 1mg increments, and there is 0.02% moisture content within the sample, then that means that just 5mg of weight loss will be seen during the measurement process.
If there is a measurement uncertainty of 2mg, this means that the measurement uncertainty of sample 1 could be ± 4%, whereas the measurement uncertainty of sample 2 could be ± 40%.
So what does this mean for the ability of the MB120 to measure plastic material? The answer to that question is that it depends on the level of tolerance as determined by the user for the particular application. See the case study below for an example of using an MB120 to measure nylon resin with a maximum moisture content of 0.2%
As a quick rule of thumb we at OHAUS suggest the following:
| Moisture Content |
MB120 suitable for use? |
| MC ≥ 0.2% |
Suitable |
| 2.0 > MC ≥ 0.1% |
Use caution |
| MC < 0.1 |
Not suitable |
In cases where an MB120 is not sufficient, we recommend using a high-end moisture analyzer with 0.1mg readability, such as the Mettler-Toledo HX204.
Case study: Moisture content determination of DuPont Zytel nylon resin using an MB120
Introduction & Scope
Zytel (70G33HS1L BK031) nylon resin is a 33% glass fiber reinforced, heat stabilized, black polyamide 66 resin for injection molding. In order to properly form high quality parts, as with all plastic resins, a manufacturer's maximum moisture content limit must be observed. In this case, the maximum moisture content for processing is less than 0.2%.

The goal of this case study is to develop a method and illustrate the OHAUS MB120's ability to yield reliable, consistent results when measuring this substance, as well as define best practices when working with plastics and other samples that have very low moisture content.
It must be mentioned that the method used in this exercise was developed exclusively using the MB120 moisture analyzer without testing against a reliable reference value (e.g. from a Karl Fisher titration process or drying oven). Therefore, in practice, a reference value should be used to verify and modify the drying temperature of the method if necessary.
Best Practices Summary:
As the expected moisture content of plastic resin is very low and there is a need for accuracy, a large sample (≥25g) must be used. As moisture determination relies on a relative value [(initial sample weight – final sample weight)/initial sample weight], lighter samples are more greatly impacted by error due to loadcell drift, air buoyancy inside the device (i.e. "lift", etc.) than larger samples.
The sample must be representative of the batch and distributed evenly in the pan before starting the measurement.
The moisture analyzer should be kept clean and calibrated (or adjusted) periodically to ensure accuracy. The device must be placed in the lab such that it is isolated from temperature influences (from HVAC outlets or direct sunlight), and air currents (from windows or HVAC outlets).
Method & Test Summary
The following method parameters were used to dry the resin in the MB120:
| Drying Program: |
Step |
| Step 1: |
|
| Temperature |
160°C |
| Shutoff criterion |
Timed; 10 minutes |
| Step 2: |
|
| Temperature |
160°C |
| Shutoff criterion |
Auto Free (1mg/120 sec) |
| Display Unit |
% MC |
| Start Weight |
25g |
| Tolerance |
10% |
| Start Mode |
Automatic |
Tests were made with unconditioned resin pellets, in a standard but uncontrolled lab environment (approx. 23°C, 50%RH).
While the resin pellets were kept in an air tight plastic container, they may have had a chance to absorb moisture between measurements.
Measurements were made on a 'warm' device (i.e. measurements made consecutively while the internal components are still hot from the previous measurement, or after a 5 minute warm-up measurement @ 160°C).
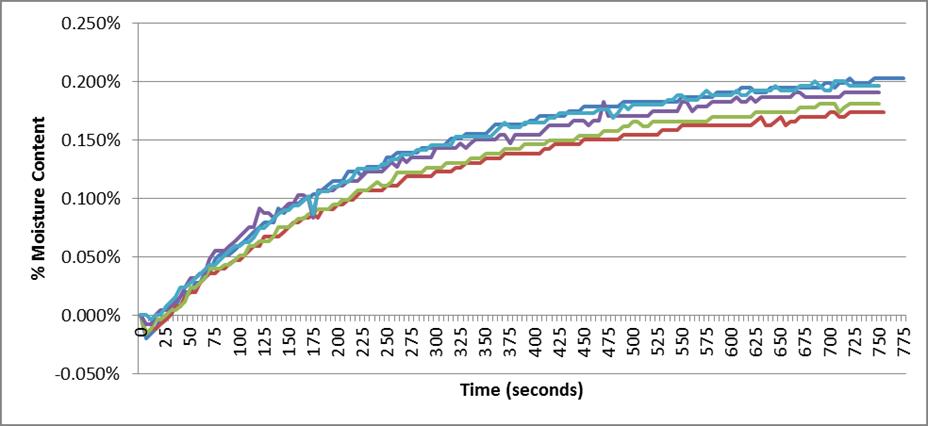
Test Results
| Measurement |
Duration |
Initial Weight g |
Dry Weight g |
Weight Δ g |
Moisture % |
| 1 |
12:30 |
25.520 |
25.470 |
0.050 |
0.196% |
| 2 |
12:30 |
25.241 |
25.193 |
0.048 |
0.190% |
| 3 |
12:30 |
25.386 |
25.340 |
0.046 |
0.181% |
| 4 |
12:32 |
25.327 |
25.283 |
0.044 |
0.174% |
| 5 |
12:56 |
25.199 |
25.148 |
0.051 |
0.202% |
* Moisture content readability of the MB120 is 0.01%, the calculated % Moisture values are calculated from the 1mg weight readability on a 25g sample.
Mean Value: 0.189%
Standard Deviation: 0.010% or 100 ppm
Observations: 5